Оснастка для циркулярной, торцовочной и сабельной пилы
Пильный диск является неотъемлемым элементом любой электропилы. Он устанавливается как на ручные режущие инструменты, так и на стационарное оборудование. Существует множество типов дисков, отличающихся по форме режущих зубьев, углу их заточки, диаметру и материалу, из которого они изготовлены. От правильного выбора оснастки под определенный тип материала зависит производительность инструмента, качество пропила, а также безопасность оператора.
Содержание
Как выбрать диски для циркулярной и торцовочной пилы
Следует знать, что меняя на электропиле тип диска, можно обрабатывать следующие материалы:
- древесину мягких и твердых пород;
- материалы на основе древесины (ДВП, МДФ, ЛДСП, OSB, фанеру, напольный ламинат и т.д.);
- природный и искусственный камень;
- цветные металлы;
- изделия из пластика;
- изделия из металла (профнастил, трубы, металлический профиль, арматура и т.д.).
Каждому режущему инструменту свойственны определенные характеристики, которые следует учитывать перед использованием.
Наружный диаметр
Диаметр устанавливаемого режущего инструмента не может быть больше внутреннего диаметра защитного кожуха. В разных моделях агрегатов кожухи могут иметь как маленькие, так и крупные размеры. Диск большого диаметра не получится установить под кожух с меньшим внутренним диаметром. В то же время, вы сможете установить маленький диск под большой кожух, но при этом значительно снизится безопасность использования агрегата.
От внешнего диаметра оснастки зависит глубина пропила. Но следует учитывать следующую закономерность: чем больше оснастка погружается в заготовку, тем большая нагрузка приходится на электродвигатель аппарата.
Диаметры дисков для ручной циркулярной пилы могут находиться в пределах 130-250 мм.
Посадочный диаметр
Очень важно, чтобы диаметр вала агрегата и посадочное место диска соответствовали друг другу. Некоторые типы оснастки для пиления имеют дополнительные отверстия для жесткой фиксации на штифтах. Оснастка, как правило, имеет посадочные места следующих размеров: 16, 20, 22, 30 и 32 мм.
Количество зубьев
Данный параметр влияет на чистоту обработки материала и на производительность. Чем меньше зубьев имеет оснастка, тем быстрее пилится заготовка благодаря лучшему отводу стружки. Но уменьшение количества резцов приводит к снижению качества пропила. Увеличение количества зубьев, соответственно, улучшает качество реза. Но стоит знать, что чем больше зубьев имеет оснастка, тем большую нагрузку испытывает электромотор аппарата. Условно, оснастка для дисковых электропил разбивается на 3 группы:
- от 80 и более резцов – большое количество;
- от 40 до 80 резцов – среднее количество;
- от 10 до 40 зубьев – малое количество.
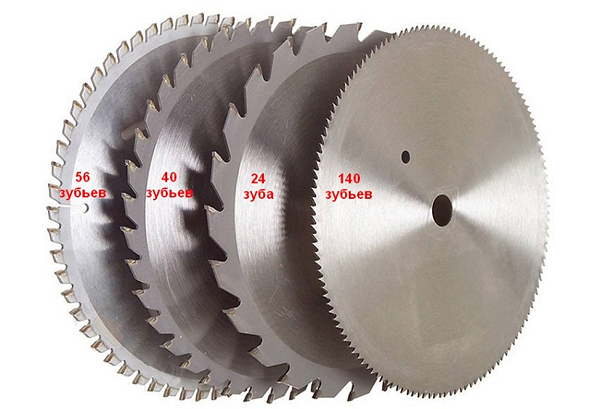
Для каждой конкретной задачи подбирается оснастка с необходимым количеством режущих элементов:
- максимальное количество зубьев требуется для пиления древесины поперек волокон;
- для пиления вдоль волокон древесины лучше использовать инструмент с небольшим количеством резцов (до 60).
Наклон зубьев
Оснастка для ручных или стационарных циркулярок имеет отличие по углу наклона зубцов. Он бывает как отрицательным, так и положительным по отношению к радиусу диска.
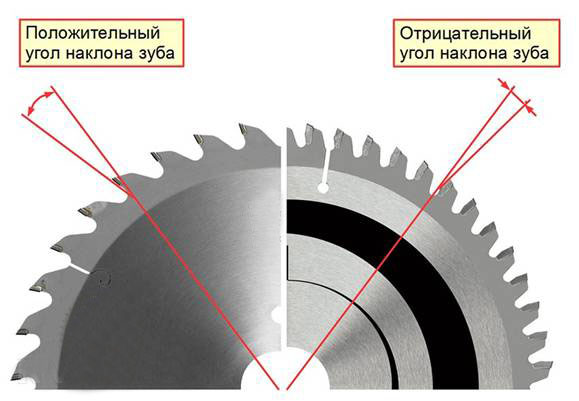
Углы наклона резцов могут иметь следующие значения;
- углы от 5 до 15° считаются стандартными;
- углы от 15 до 20° называют агрессивными (положительными);
- углы от 0° до -5° называют обычными (отрицательными).
Для торцовочной пилы принято использовать диски с нулевым или отрицательным наклоном резцов. Это объясняется тем, что рабочая часть оснастки входит в заготовку по другой траектории, чем циркульная пила, установленная на ручном инструменте или на станке. Диск с нулевым или отрицательным наклоном резцов как бы давит на заготовку сверху и сцарапывает материал. При этом заготовка остается неподвижной, упираясь в ограничитель, который не дает диску оттолкнуть ее.

Если установить подобный диск на циркулярку, то сделать продольный пропил будет довольно сложно. Пила начнет отталкивать заготовку, режущие элементы забьются опилками, и возникнет перегрузка двигателя агрегата.
Особенно опасна установка оснастки с отрицательным углом наклона резцов на ручные циркулярные пилы, поскольку из-за обратной отдачи будет сложно удержать инструмент в руках.
Для дисковых электропил разумнее использовать оснастку с положительным углом наклона зубьев. Резцы в данном случае, находясь к поверхности заготовки под определенным углом, будут врезаться в нее подобно рубанку, затягивая обрабатываемую деталь под себя.
Конфигурация резцов
О назначении того или иного диска можно узнать, исходя из конфигурации резцов.
- Прямо заточенные зубцы позволяют пилить древесину быстро, но при этом грязно.
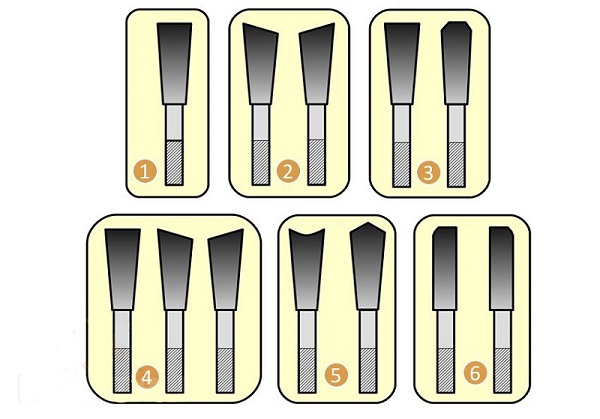
- Зубцы, имеющие попеременный скос в разные стороны, позволяют пилить древесину в разных направлениях, но не выносят ударных нагрузок.
- Комбинация трапециевидных и плоских зубьев позволяет избежать образования сколов на верхних слоях материала, например, при резке древесно-стружечных плит и пластика.
- Комбинация зубьев с тремя видами заточки повышает скорость пиления и обеспечивает хорошую чистоту кромок при распиливании как мягких, так и твердых материалов.
- Чередование треугольных зубцов и зубьев с вогнутой режущей кромкой позволяет кроить ламинат, не используя предварительную насечку.
- Зубцы, имеющие сточенные фаски и широкие спинки, могут выдержать попадание цемента и гвоздей на линии распила.
Режущий диск по металлу для циркульной пилы имеет немного другую конфигурацию зубьев.

Благодаря такой геометрии резцов и материалу, из которых они сделаны (керамометаллические напайки), повышается производительность инструмента, снижается вибрация, и процесс резки металла происходит без образования искр.
Толщина диска
От толщины оснастки зависит ширина пропила. Стандартная толщина пильного диска составляет 3,2 мм. Ее важно учитывать при производстве корпусной мебели, например, когда составляется карта раскроя листового материала. Кроме всего, от толщины диска зависит его прочность. Тонкая оснастка быстро перегревается при тяжелых режимах работы. Оснастка большой толщины отличается прочностью, но перерабатывает большое количество материала в стружку.
Тип диска
Пильные диски бывают монолитными и твердосплавными. При изготовлении монолитных дисков используется пластина из сплошного металла, материалом для которой служит высокоуглеродистая или быстрорежущая сталь. Данные диски хорошо подходят для пиления полимеров и древесины. К плюсам монолитных дисков можно отнести следующее:
- невысокая стоимость;
- простота заточки резцов (можно затачивать самостоятельно, без использования сложного оборудования);
- возможность многократной заточки, благодаря чему повышается ресурс работы инструмента.
Материалом полотна для твердосплавных дисков служит инструментальная сталь. Но сами зубья оснастки усиливаются напайкой из твердосплавного материала. Такое решение придает режущему инструменту ряд достоинств:
- чистый рез;
- не нужен развод зубьев;
- возможна резка твердых материалов;
- после затачивания резцы имеют больший срок службы, чем зубья из быстрорежущей стали;
- высокая скорость пиления;
- надежность в работе;
- широкий ассортимент, позволяющий гибко подбирать оснастку под разные виды работ.
Но твердосплавные диски имеют и недостатки. Можно отметить высокую стоимость и то, что заточка производится только на специальных станках.
Конструкция диска
При выборе оснастки для циркульных пил следует принимать во внимание качество изделия, о котором можно узнать, внимательно осмотрев диск. Хорошие пильные диски по дереву вырезаются лазером из листовой стали, после чего тщательно балансируются и шлифуются. Признаки проведенных операций над диском можно заметить, если посмотреть на его поверхность на свету. Там будут видны радиальные следы, оставленные шлифовальным станком, которые расходятся по всему полотну, начиная от посадочного отверстия. Бюджетные пилы таких следов не имеют, что говорит об отсутствии балансировки.
Также заслуживает внимания и качество шлифовки. Тело диска должно быть не шероховатым, а иметь гладкую поверхность. На плохо отшлифованную оснастку будут налипать смолы, содержащиеся в древесине, и затруднять процесс пиления.
Чтобы компенсировать расширение металла при нагревании, а также снизить шум и погасить вибрацию диска, на его плоскости делаются радиальные прорези.

На более дорогой оснастке с помощью лазера проделываются тонкие спиралевидные прорези, а на поверхность диска наносится защитный слой.

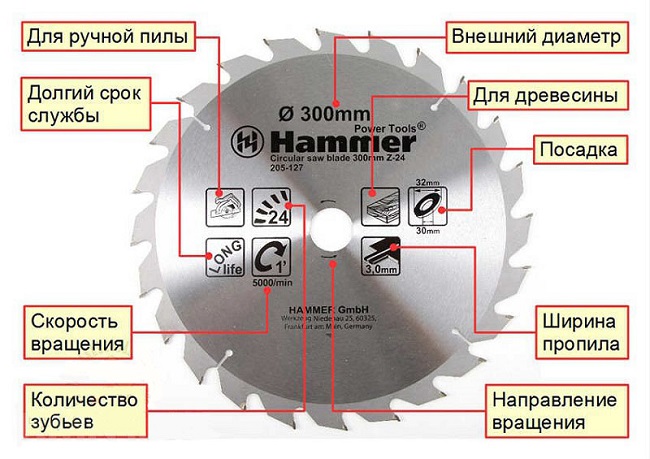
Качественный диск для циркулярной пилы не маркируется краской, все надписи на его поверхности наносятся лазерным гравером. Из маркировки можно узнать много информации. Какую именно, показано на следующем рисунке.
Как заточить диск своими руками
Чтобы заточить дисковую пилу, принимают во внимание четыре основных угла:
- α – задний угол;
- γ – передний угол;
- β – угол заострения, задается задними и передними углами (β=90°-γ-α);
- Ɛ1 и Ɛ2 – углы скоса, как передних, так и задних плоскостей.
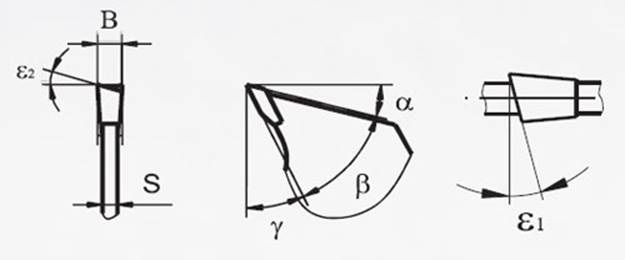
Угол затачивания инструмента подбирается по типу материала, который предстоит обрабатывать, и по направлению реза, что очень важно при распиловке древесины. Для проведения распилов вдоль волокон древесины оснастка должна иметь зубья с достаточно большим передним углом (от 15° до 25°). Для пиления поперек волокон требуется передний угол (γ) от 5° до 10°. На универсальных пилах, позволяющих делать распилы как вдоль волокон древесины, так и поперек, передний угол резца имеет среднее значение, равняющееся 15°.
Отрицательное значение переднего угла используют для инструмента, которым предстоит резать пластик, цветные металлы и торцевать деревянные заготовки.
Кроме всего, на угол затачивания влияет и твердость материала. Заострение зуба (β) нужно обязательно уменьшить перед пилением твердых материалов.
Правила заточки
Чаще всего, твердосплавная напайка изнашивается по своей верхней кромке. Она со временем стачивается и скругляется приблизительно на 0,1-0,3 мм. Также изнашивается и передняя грань резца. Не следует допускать сильного затупления режущих элементов, поскольку для выравнивания кромок придется стачивать большее количество материала с резца. О том, что оснастку пора затачивать, можно определить по виду кромок резцов и по качеству пропила: остаются рваные края с большим количеством сколов.
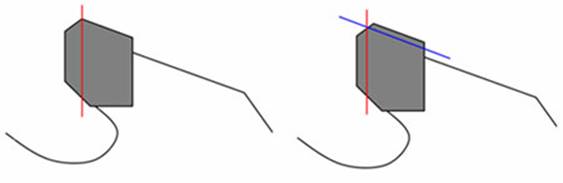
При правильном проведении заточных мероприятий появляется возможность затачивать резцы около 25-30 раз. При этом будет обеспечиваться требуемая острота режущей кромки. Чтобы добиться таких результатов и значительно продлить срок службы оснастки, рекомендуется производить заточку зуба по задней и передней плоскостям. Конечно же, можно стачивать и одну плоскость зуба пилы, но количество попыток при этом уменьшится в 2 раза. На рисунке ниже показано, как влияет на количество заточек стачивание зуба по одной и обеим плоскостям.
Затачивая резцы оснастки, рекомендуется последний проход абразивом делать по задней плоскости зуба. В среднем, величина стачивания металла зуба должна находиться в пределах 0,05 – 0,15 мм.
Перед началом процедуры затачивания необходимо удалить все загрязнения с пильного диска и узнать значения углов заточки, которые обычно указываются на оснастке.
Заточка диска в домашних условиях
Диски для пил обычно затачиваются на специальном станке. Покупать аналогичный станок для дома не имеет смысла, если вы не собираетесь открыть бизнес по заточке оснастки для циркулярок.
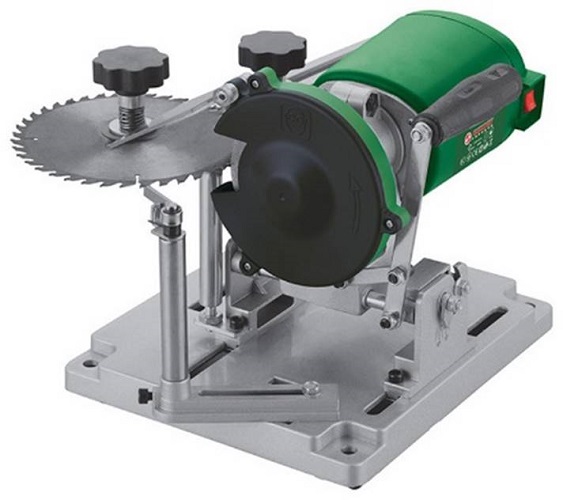
Но как заточить дисковую пилу без профессионального оборудования? Чтобы наточить пильный диск своими руками, потребуется наличие:
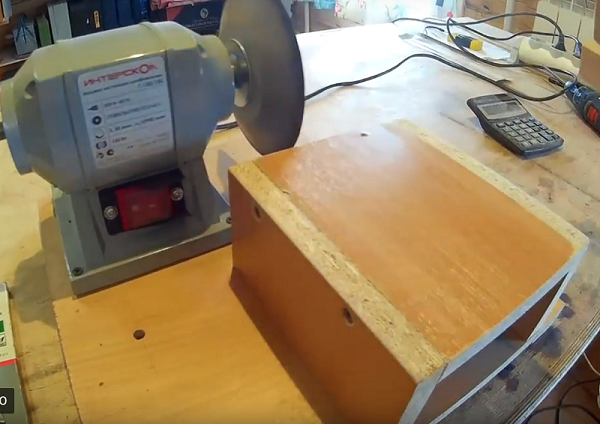
- точильного настольного станка (можно для этих целей приспособить болгарку);
- абразивного круга (лучше, если это будет алмазный тарельчатый диск для заточки);
- простого приспособления, которое можно сделать из обрезков ДСП.
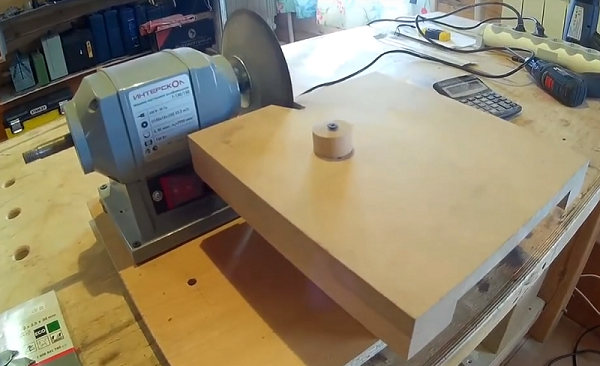
Последняя приспособа представляет собой столик, состоящий из подвижной верхней каретки и неподвижного основания. На следующем фото показано основание без каретки.
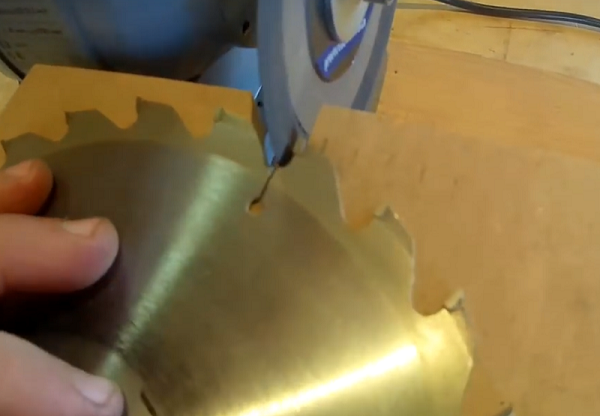
Чтобы каретка двигалась правильно, в горизонтальной плоскости, по ее краям можно закрепить планки или установить ее на мебельные телескопические направляющие. Далее, в определенном месте каретки (находится экспериментальным путем) устанавливается шайба диметром, соответствующим посадочному отверстию оснастки.

На эту шайбу одевается пильный диск и вместе с кареткой пододвигается к алмазному кругу.

Для равномерной заточки можно между двумя зубьями (слева и справа от точильного круга) вкрутить по саморезу, которые будут служить одновременно и упором, и ограничителем.
После правки первого резца (рекомендуется наметить маркером) каретка отодвигается от алмазного круга, диск переставляется на один зуб по упорам, и заточка циркулярной пилы продолжается.
Если требуется сточить зубья под углом, то можно под столик с одной стороны подложить тонкую планку соответствующей толщины и произвести заточку через один зуб. Далее, планка подкладывается под другую сторону столика, и операция повторяется по не сточенным резцам.
Виды полотен для сабельной пилы
Режущим инструментом сабельной пилы является полотно, представляющее собой пластину, изготовленную из специальных высокопрочных сплавов, имеющую с одной стороны режущие зубья. С помощью полотен разных видов можно делать пропилы без зазубрин и заусенец с максимальной точностью.
По форме зубьев
От формы и размера зубьев полотна зависит чистота пропила и скорость резания. Также для обработки определенных видов материалов разработана специальная форма резцов. Итак, полотна для сабельных пил могут иметь следующие формы зубьев.
- М-образная форма зубьев. Полотно имеет фрезерованные резцы, позволяющие пилить материал как на прямом, так и на обратном ходу. Оснастка применяется для резки черного и цветного металла, нержавеющей стали, древесины, особенно если в ней есть частицы металла, а также различных видов пластмасс.

- Острые, фрезерованные, с переменным шагом зубья. Полотно имеет разведенные резцы и применяется для прямого реза любых сортов древесины, в том числе и с металлическими частицами.

- Фрезерованные резцы с волнистой разводкой. Оснастка применяется для резки металла до 2,5 мм и любых пород древесины с металлическими вкраплениями.

- М-образные, наклонные, имеющие переменный шаг. Это универсальная и высокопроизводительная оснастка с разведенными зубьями. Предназначается для резки всех сортов древесины с металлическими вкраплениями и для резки металла до 2,5 мм.

- Мелкие, фрезерованные, разведенные резцы. Полотно используют для прямого реза металлических изделий толщиной не более 1,5 мм.

Кроме всего, полотна различаются по материалу, из которого они сделаны, о чем говорит маркировка, нанесенная на любом виде оснастки.
Маркировка полотен
Пилы для сабельных пил делаются из следующих материалов.
- HCS. Данная маркировка обозначает, что основой инструмента является высокоуглеродистая сталь. Пилы предназначены для резки древесины и изделий на ее основе, а также пластика и резины.

- HSS – это инструментальная быстрорежущая сталь. С ее помощью можно работать по цветным металлам, а также резать листовой и профильный металл.

- BIM – это биметаллический сплав, являющийся комбинацией прочных и гибких сталей HSS и HCS. Данные полотна имеют длительный срок службы и применяются для порезки газобетона, а также распиливания досок с гвоздями.

- HM/CT – это твердосплавная оснастка. Пилы используют для резки пористых и абразивных материалов: конструкций из бетона, стеклопластика и стекловолокна, газобетона и черепицы.

- CV – это хром-ванадиевый сплав. Оснастка, изготовленная из него, отличается повышенной износостойкостью и применяется для работ по пластику и древесине любых пород.

Критерии выбора
Выбирая полотно для агрегата сабельного типа, необходимо в первую очередь обратить внимание на хвостовик оснастки. Крепления полотен могут быть как универсальными, подходящими для большинства моделей агрегатов, так и предназначенные только для одной марки сабельных пил.
Также большое значение имеет размер зубьев. Крупные зубья дают высокую скорость резки, но не могут обеспечить хорошего качества пропила. Поэтому, чтобы получить аккуратный рез, используется оснастка с мелким зубом.
Резцы полотен аппаратов сабельного типа могут быть шлифованными или фрезерованными. Оснастку, имеющую шлифованные резцы, применяют для резки мягких материалов. Чтобы справиться с металлом или твердыми породами древесины, используют пилы с фрезерованными резцами.
Полотна, имеющие разведенные зубцы, отличаются высокой производительностью, а оснастка с волнистыми резцами обрабатывает деталь более качественно.
Свежие новости о гаджетах и технологиях в нашем Телеграм канале.




