Полотно для ленточной пилы
Ленточнопильные станки по дереву и металлу широко применяются на производстве и в бытовых условиях домашними мастерами. Главным режущим инструментом данных агрегатов является ленточная пила, которая со временем изнашивается и требует заточки либо замены на новую. Следует знать, что от правильного выбора полотна для ленточнопильного станка зависит не только качество обработки материала, но и производительность агрегата в целом.
Содержание
Выбор полотна для ленточных пил по металлу
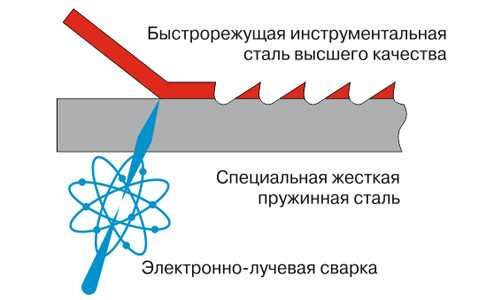
Режущее полотно для данного типа пил – это лента с определенным количеством зубьев, сваренная в виде кольца. Основу ленты изготавливают из рессорно-пружинной стали, имеющей высокие показатели упругости. К основе приваривается лента, изготовленная из быстрорежущей стали, на которой в дальнейшем происходит фрезеровка зубьев.
Каждая ленточная пила по металлу и не только имеет маркировку. К примеру, маркировка М42 20 х 0,9 х 2362, 8/12TPI, расшифровывается следующим образом:
- М42 – материл, из которого изготовлены зубья ленты;
- 20 – это значение обозначает ширину полотна, мм;
- 0,9 – толщина оснастки, мм;
- 2362 – длина окружности пильной ленты, мм;
- 8/12TPI – шаг зуба на пильной ленте, на дюйм.
Резцы могут быть изготовлены из других материалов, например, из М51, PQ, TSX и других. М42 отличается высокой износоустойчивостью и имеет твердость кромок резцов 67–68 HRC. Поэтому пилы из такого материала можно применять для резки стали с твердостью не более 45 HRC. Пилы с резцами из материала М51 более устойчивы к абразивному износу, чем упомянутые выше. Твердость кромки резцов у этих пил равняется уже 68 HRC, благодаря чему данной оснасткой режут нержавеющие стали, а также стали, отличающиеся высокой прочностью и жаростойкостью. Кроме всего, материал пилы М 51 позволяет резать толстые стальные заготовки, то есть детали с большим поперечным сечением.
Делая выбор ленточной пилы, следует уделять особое внимание не только материалу, из которого изготовлены резцы, но и их шагу, а также – геометрии.
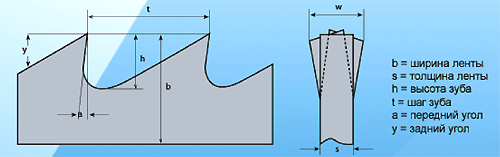
Шаг зуба
Это расстояние между кромками двух соседних резцов.
Большой шаг сильнее нагружает двигатель агрегата и дает плохое качество распила. Малый шаг резцов приводит к более длительному пилению, повышает энергозатраты, но дает чистый спил с гладкой поверхностью.
Для резки листового материала, труб (тонкостенных) и профиля следует выбирать полотно, имеющее минимальный шаг между режущими элементами (на 1 дюйм). Но если требуется распилить крупную заготовку из сплошного металла, требуется установить полотно с наибольшим шагом резцов. Чем меньше зубьев (на дюйм) будет иметь оснастка, тем более глубокую канавку они будут образовывать. Благодаря этому пропил меньше забивается стружкой. Также большой шаг зубьев на оснастке повышает производительность агрегата.
Высота зуба
Высота резца – это расстояние от нижней точкой впадины между зубьями до вершины режущего элемента. Благодаря наличию впадины удаляется стружка, образуемая при резке металла. Высота зуба должна быть достаточной, чтобы впадина не забивалась стружкой, и процесс пиления происходил без затруднений. К тому же, недостаточная высота зубьев вызывает перегрев полотна, вследствие чего на нем могут возникнуть микротрещины.
Передний угол зуба
Передний угол или угол заточки отвечает за степень зацепления полотна за материал заготовки. Большой угол заточки не позволит добиться высокой точности при резке металла. В то же время, малый угол позволяет обеспечить хорошее качество пропила, но при этом снижается производительность инструмента.
Выбор полотна для ленточных пил по дереву
Прежде всего, чтобы правильно выбрать полотно для ленточной пилы, следует заглянуть в инструкцию к вашему станку. В ней будут указаны все параметры ленточных пил, которые возможно установить на данной модели оборудования (максимальная и минимальная ширина ленты, а также ее длина). Длина полотна должна быть именно такой, как указано в паспорте к агрегату.
Ширина оснастки
Ширина ленты выбирается исходя из тех операций, которые будут выполняться на станке. Также ширину ленты ограничивает не только ширина шкива, но и его диаметр. При малом диаметре шкива установленная на нем широкая лента будет разрушаться и в итоге разорвется. Поэтому для каждого агрегата существует ограничение по ширине оснастки.
Для прямолинейного распила обычно используют пилы с шириной от 20 до 30 мм. Конечно же, на циркулярном станке сделать продольный пропил можно быстрее и точнее. Но на нем существует ограничение по высоте, которое равняется не более 80 мм. На ленточнопильных же станках возможно обрабатывать заготовки высотой до 200 мм и больше.
Но основная задача ленточных агрегатов – это фигурный рез. Самая маленькая оснастка, которую можно установить на ленточнопильный станок – это лента шириной 3 мм. Она вырезает окружность с таким же радиусом.
Чем больше ширина ленты, тем больше минимальный радиус, который можно вырезать с ее помощью. Например, лентой с шириной 12 мм вырезать радиус меньше 60 мм не получится. А для ленты шириной 25 мм минимальный радиус будет около 100 мм.
В среднем, ширина полотна должна быть в три раза меньшей, чем требуемый радиус пропила на заготовке. Поэтому оснастка подбирается в соответствие с поставленными задачами.
Шаг зубьев
Указывается числом, означающим количество резцов на один дюйм. Числовое значение шага ставится перед аббревиатурой TPI. При выборе шага следует учитывать:
- какую имеет толщину заготовка;
- какой твердостью обладает материал заготовки;
- какую требуется получить чистоту кромки детали после распила.
Чтобы эффективно резать пластик и пилить древесину, лента должна иметь не менее трех резцов на дюйм. Чем больше резцов будет на одном дюйме, тем более качественный получится распил. Но при этом снизится скорость подачи и уменьшится предельное значение толщины заготовки.
По шагу зубьев полотна различаются на два типа: “skip” и “regular”. Тип полотен “skip” имеет шаг от 3 до 6 TPI. Между зубьями имеется пространство для эффективного отвода опилок, так как плохое их удаление снижает качество реза. Тип полотен “regular” имеет зубья, по форме напоминающие треугольник. Размещаются они на оснастке с шагом от 10 TPI и выше. Данный тип зубьев не имеет достаточного пространства для быстрого отвода стружки. Благодаря большему количеству режущих элементов рез таким полотном получается довольно чистым. Оснастку можно использовать для пиления заготовок небольшой толщины и из твердых материалов.
Данные типы полотен имеют следующие характеристики.
- 3 TPI “skip”. Полотно применяют при черновом распиливании древесины, имеющей большую толщину. Оснасткой производят пиление вдоль волокон. Чтобы хоть немного улучшить качество пропила, можно по максимуму натянуть ленту на станке и уменьшить скорость подачи.

- 4 TPI “skip”. Это универсальная оснастка для пиления вдоль волокон. Данным типом полотна можно распиливать большинство пород древесины, включая заготовки с множеством сучков. Если хорошо натянуть пилу и уменьшить подачу, то качество распила будет близко к финишному.

- 6 TPI “skip”. Это оснастка общего назначения. Ею пилят заготовки толщиной до 50 мм (вдоль волокон) и древесину поперек волокон толщиной до 150 мм. Эти цифры указаны для пиления материалов с нормальной подачей их на пилу. Если подачу снизить, то можно обрабатывать детали и большей толщины. Данная пила дает чистовое качество реза и подходит почти для всех пород древесины.

- 10 TPI “regular”. Полотна применяются для пиления листовых материалов (ДСП, фанера, МДФ и т.д), для резки цветных металлов и пластика. Но при обработке металлических заготовок требуется снизить скорость движения оснастки. Не на всех станках есть такая возможность.

- 14 TPI “regular”. Можно пилить фанеру, МДФ, ДСП и пластик. Что касается натуральной древесины, то ее толщина должна быть не более 25 мм. Наиболее чистый рез данным полотном получается при минимальной скорости подачи. Также данной оснасткой можно резать мягкие металлы на низкой скорости ленты.

Форма резцов
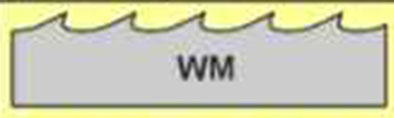
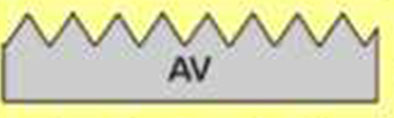
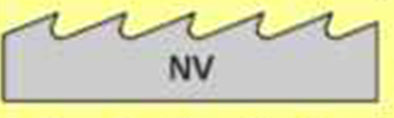
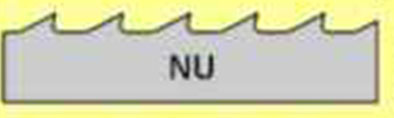
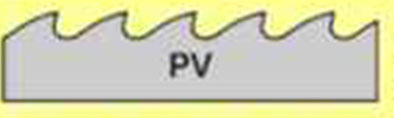
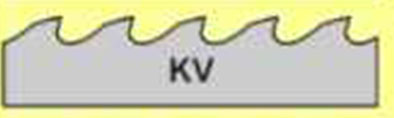
Ленточные полотна могут иметь следующие профили зубьев.
- WM. Оснастка, имеющая данный профиль резцов, предназначена для распиловки мягких и твердых пород древесины и является универсальной. Применяется профиль на пилах шириной не более 50 мм.
- AV. Профиль зубьев позволяется справляться с твердой древесиной, в том числе и мерзлой. Также такими пилами можно производить поперечную распиловку материала.
- NV. Применяется на лентах шириной до 30 мм, которые можно использовать для фигурной резки любых пород древесины.
- NU. Профиль имеет большую впадину. Применяется для пиления мягких пород дерева.
- PV. Данный профиль используют на оснастке шириной более 50 мм. Благодаря PV профилю пилы имеют хорошую устойчивость при пилении мягкой древесины.
- KV. Используют на широких лентах (до 80 мм) для распиловки мягкой древесины.
- PU. Применяют для распиловки твердой древесины на лентах шириной более 80 мм.
Разводка зубьев
Зубья на пиле разводятся для того, чтобы уменьшить трение полотна о заготовку и для предотвращения его заклинивания. Ширина пропила должна превышать толщину оснастки приблизительно на 30-60%.
Разводка резцов может быть трех видов.
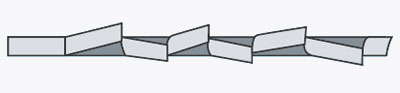
- Классическая разводка. Зубья пилы отогнуты в разные стороны поочередно и на одинаковое расстояние.
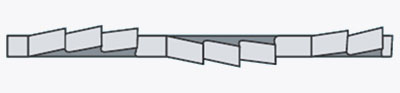
- Зачищающая разводка.
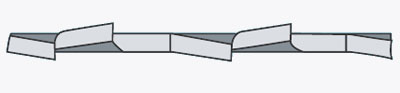
Через каждые два зуба следующий (третий) не отгибается и имеет форму трапеции. Резец находится по центру оснастки и задает направление для всей ленточной пилы. Данная разводка используется для пил, работающих по твердым материалам.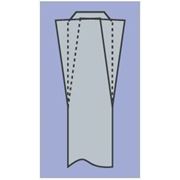
- Волнистая разводка считается самой сложной. Резцы отгибаются в форме волны в разные стороны.
Важно знать, что, делая разводку зубьев, отгибается не весь резец, а его часть: от 1/3 до 2/3 расстояния от вершины зуба. Каждый производитель оснастки рекомендует свое значение отклонения зубьев в сторону. Но в среднем оно находится в диапазоне от 0,3 до 0,7 мм.
Чем мягче материал, тем сильнее должна быть разведена пила, и наоборот. Но нельзя допускать такой разводки резцов, чтобы по центру пропила оставались не вырезанные участки. Следует стараться, чтобы зубья отклонялись в сторону на одинаковое расстояние. Если разводка произведена неравномерно, то ленточную пилу будет уводить в ту сторону, где зубья имеют более сильный наклон.
Заточка ленточных пил
Конечно же, затачивать ленточную пилу лучше на специальном станке, в специализированных мастерских. Да и профессиональная заточка пилы стоит недорого. Но если по каким-либо причинам у вас нет возможности отнести пилу для заточки, то правку инструмента можно сделать и самостоятельно.
Заточка ленточной пилы производится с помощью небольшого напильника или надфиля по передней и задней грани резца нескольким движениями (3-4) для каждого зуба.

Также ленточную пилу можно точить с помощью гравера, используя оснастку, предназначенную для заточки цепных пил.


Оснастка вставляется в гравер, и производится заточка резцов аккуратными движениями по верхней части резца.

Сильно снимать металл не нужно, достаточно просто осветлить его.
Также можно попробовать точить и пилы по металлу. Но обычно их не перетачивают, поскольку режущая часть данных пильных лент является либо биметаллической, либо имеет зону закалки. Зубья на таких лентах работают, пока не выкрошатся и могут иметь микротрещины. Если их переточить, то они начнут быстрее крошиться либо станут пилить еще хуже.
Свежие новости о гаджетах и технологиях в нашем Телеграм канале.




