Какие существуют типы сварочных аппаратов
Сварка как вид соединения металлов существует уже больше века и получила распространение практически по всему миру. За эти годы методы сварки и аппараты, с помощью которых она проводится, претерпели массу изменений и усовершенствований. Также с развитием прогресса были разработаны новые методы сварки и соответственно, новые виды сварочных аппаратов.
Содержание
Основная классификация
Для соединения металлов разработано множество видов оборудования, которое отличается не только конструкцией, но и методом сварки. Сварочные аппараты могут быть следующих типов.
- Трансформаторы. С помощью данного типа агрегата переменное напряжение сети преобразуется в переменное, но с характеристиками, подходящими для сварки.
- Выпрямители. Агрегаты являются преобразователями переменного тока в постоянный, благодаря чему сварочная дуга становится более устойчивой, а сварочный шов – более качественным.
- Инверторы. Сварочный инвертор преобразует переменный ток в постоянный, после чего постоянный преобразуется в переменный высокочастотный, а на выходе снова выпрямляется, поскольку сварочная дуга на постоянном токе, как уже говорилось, более устойчива.
- Полуавтоматы бывают как трансформаторные, так и инверторные. На агрегатах вместо электродов используется специальная проволока, а сварка происходит в среде защитных газов. Аппараты способны варить как в режиме непрерывного горения дуги, так и в импульсном режиме. Такой способностью обладает инверторно-импульсный агрегат.
- Сварочные генераторы. Это комбинация сварочного аппарата (трансформаторного или инверторного) с генератором. Последний может иметь бензиновый либо дизельный двигатель. Данные устройства используются в местах, где отсутствует электроснабжение.
На сварочных аппаратах можно увидеть следующую аббревиатуру, относящуюся к токам, с которыми они работают:
- AC (англ. alternating current) – данными буквами обозначается переменный ток;
- DC (англ. direct current) – маркировка постоянного тока.
Методы сварки обозначаются следующими аббревиатурами.
- ММА (Manual Metal Arc) переводится как “ручная электродуговая сварка” (РДС). Это традиционный и самый распространенный способ соединения металлических изделий. В качестве присадки с аппаратами используются штучные электроды, имеющие защитное покрытие (обмазку).
- MAG (Metal Active Gas) – способ сварки, при котором происходит обдув дуги активным газом (обычно используется углекислота СО2). Данный способ применяется на полуавтоматах, использующих в качестве присадки электродную проволоку.
- MIG (Metal Inert Gas). При данном способе сварки используются инертные газы, такие как аргон, гелий и др. Метод MIG также используется на полуавтоматических сварочниках для соединения цветных металлов и нержавеющей стали. Для сварки используется проволока из различных металлов.
- TIG (Tungsten Inert Gas). В переводе с английского слово “Tungsten” означает “вольфрам”. Сварка происходит неплавящимся электродом в среде инертного газа. Возникновение дуги происходит между металлом и электродом из вольфрама. Присадка, в качестве которой используют металлический прут, подается непосредственно в место сварки, активно обдуваемое защитным газом.
- PAW (Plasma Arc Welding) – это плазменная сварка. Выполняется с помощью направленного потока ионизированной плазмы.
На шильдиках аппаратов также можно увидеть маркировку “ПН”, которая расшифровывается как “продолжительность нагрузки”. Данный параметр измеряется в процентах, где за 100% берется продолжительность работы агрегата, равная 10 минутам.
На фото ниже ПН аппарата равняется 60%. Это значит, что через каждые 6 минут работы устройства ему нужно давать на отдых 4 минуты.
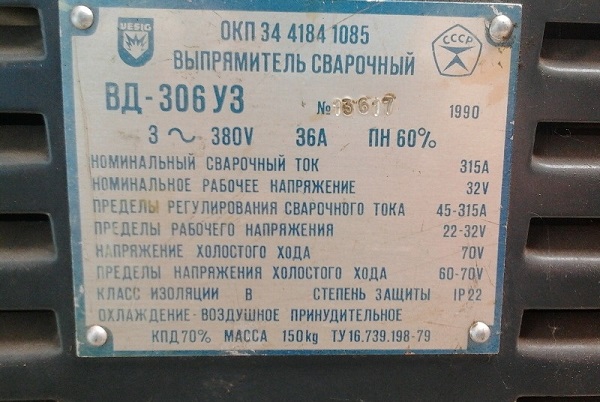
Но, как показывается практика, именно такой режим работы по умолчанию и получается у любого сварщика из-за технологических остановок (замена электрода или свариваемых деталей, перемещение в пределах рабочего места и т.д.).
Трансформаторы
Сварочный трансформаторный агрегат – это традиционный и самый распространенный вид оборудования для контактной сварки. Основой его конструкции является понижающий трансформатор. Он занимается преобразованием напряжения, поступающего из электросети, в ток, пригодный для проведения сварки.

Для изменения силы тока в данных агрегатах чаще всего используется метод смещения обмоток относительно друг друга.
Отличительные особенности
Отличительной особенностью трансформаторного сварочника является то, что на электрод подается переменный ток. То есть преобразование идет только по напряжению. В результате увеличивается разбрызгивание металла, что влияет на качество шва. КПД трансформаторов находится в районе 80%, поскольку большая часть энергии впустую расходуется на нагрев “железа” аппарата.

Агрегаты разделяются на бытовые, вырабатывающие силу тока до 200 А, полупрофессиональные и профессиональные, до 300 А и боле 300 А соответственно. Для использования аппарата в бытовых условиях используется электрический однофазный ток 220 В. Но профессиональное оборудование чаще всего использует трехфазный ток с напряжением 380 В.
Трансформаторы обычно работают с электродами от 2 до 5 мм. Более точную информацию об этом можно узнать из паспорта к аппарату.
Сфера применения
Трансформаторные сварочники являются неприхотливыми аппаратами и применяются практически во всех сферах деятельности человека, где требуются сварочные соединения черных металлов. Аппараты применяются для следующих целей:
- соединение металлических конструкций на стройке;
- прокладка и ремонт трубопроводов;
- сварка сантехнических труб;
- соединение листовых материалов, как в стык, так и внахлест.
Плюсы и минусы
К преимуществам аппаратов трансформаторного типа можно отнести следующее:
- невысокая стоимость агрегата, в том числе и его обслуживания;
- высокая надежность;
- простота ремонта;
- надежность и простота эксплуатации;
- КПД до 80%;
- простота конструкции.
Недостатки трансформаторов:
- немалые габариты и большой вес — от нескольких десятков до ста килограммов и выше, что затрудняет его транспортировку;
- нестабильная дуга;
- разбрызгивание металла;
- посредственное качество шва;
- сложность при зажигании дуги;
- чувствительность к перепадам напряжения в сети;
- для проведения качественной сварки работнику требуется иметь определенную квалификацию и опыт.
Сварочные выпрямители
Данные аппараты являются усовершенствованием трансформаторных сварочников и способны обеспечить работу с непрерывной и стабильной дугой, что положительным образом сказывается на качестве шва. Из-за простоты конструкции с данным агрегатом могут работать даже неопытные операторы.

Отличительные особенности
В конструкции агрегата кроме понижающего трансформатора имеется диодный мост, а также элементы регулировки вольтамперных характеристик (ВАХ), элементы защиты, запуска. Благодаря трансформатору и выпрямительному блоку снижается не только напряжение входящего тока, но и происходит преобразование его в постоянный. Благодаря подаче постоянного тока на электрод уменьшается разбрызгивание металла, дуга ведет себя более стабильно, чем на трансформаторных аппаратах, и шов, соответственно, получается хорошего качества.
Сфера применения
Сварочный аппарат постоянного тока предназначен для следующих целей.
- Соединение методом сварки стойких к коррозии металлов, легированных и углеродистых сталей методом ММА-DC. С аппаратом можно использовать электроды, имеющие целлюлозное или основное покрытие.
- Для сварки аргоном всех металлов, кроме алюминия и сплавов на его основе, методом TIG-DC, то есть неплавящимся электродом. Данный метод доступен, если выпрямитель комплектуется БУСП-ТИГ (блок управления сварочным процессом).
- Для совместного использования с механизмом подачи электродной проволоки, а также блоком питания. Данная комбинация превращает обычный аппарат в полуавтомат, способный производить сварку методами MAG-DC и MIG-DC.
Сварочные выпрямители широко используются в машиностроении и судостроении, в условиях строительства, при прокладке трубопроводов, а также в бытовой сфере. Аппараты могут быть стационарными и передвижными, оборудованными шасси.
Плюсы и минусы
Основные достоинства сварочных выпрямителей:
- улучшенный показатель КПД;
- минимизированы потери электроэнергии;
- хорошее качество шва;
- простота конструкции;
- стабильная дуга;
- малошумность;
- улучшены динамические показатели тока;
- надежность зажигания дуги;
- образуется малое количество брызг при сварке;
- возможность варить нержавейку и цветные металлы.
Недостатки аппаратов:
- большой вес;
- “просадка” напряжения в электросети;
- чувствительность к перепадам напряжения;
- высокая цена, если сравнивать с трансформаторным аппаратом.
Инверторы
Данные типы сварочных аппаратов являются оборудованием, обеспечивающим надежное и качественное соединение металлов. Инверторы — достаточно востребованные агрегаты, как среди профессионалов, так и среди домашних мастеров благодаря небольшой массе, компактным размерам, высокому качеству сварки и доступной цене.

Отличительные особенности
Отличительной особенностью инверторов является то, что ток, начиная от входа в аппарат и заканчивая выходом из него, подвергается нескольким преобразованиям:
- переменный ток, поступающий из электросети или генератора, попадает на первичный выпрямитель, где он преобразуется в постоянный;
- далее, постоянный ток, проходя через инверторный блок, состоящий из группы транзисторов, становится снова переменным, но уже с повышенной частотой колебаний (десятки килогерц);
- высокочастотный ток попадает на понижающий трансформатор, где одновременно с понижением напряжения в разы возрастает сила тока;
- ток попадает на вторичный выпрямитель, установленный уже на выходе агрегата, где он преобразуется снова в постоянный, после чего направляется на электрод.
Благодаря применению инверторного преобразователя становится возможным уменьшить размер понижающего трансформатора и соответственно — габариты аппарата. Также инвертор имеет довольно высокий КПД — не ниже 90%, и отличается высоким качеством сварных швов.
Аппараты оснащаются тепловой защитой, защитой от скачков сетевого напряжения, функцией “горячего старта” и защитой от прилипания электрода.
Сфера применения
Сварочные инверторы применяются как для электродуговой сварки (ММА) штучными электродами, так и для сварки методами TIG, MIG и MAG в составе полуавтоматических станций. Такая возможность появляется, если подсоединить к нему механизм протяжки проволоки (с блоком управления), который можно купить в Китае. Но чаще всего инверторы используются как переносные ММА-агрегаты на стройке, при проведении ремонтных и монтажных работ, для сварки проводов, а также в бытовой сфере для соединения металлов.
Часто инверторы используются в сварочных генераторах. Данный комбинированный агрегат может работать в полевых условиях и на отдаленных от электросети строительных объектах. Бензиновый сварочный генератор является более доступным по цене, чем дизельный, и может применяться для бытовых нужд, в том числе и в качестве автономной электростанции.
Плюсы и минусы
Инверторы являются универсальными в своем использовании агрегатами, применяемыми как для стыковой сварки, так и для соединения деталей внахлест, и имеют следующие положительные характеристики:
- повышенный КПД (до 95%);
- компактные размеры и небольшая масса (4-10 кг), позволяющие без труда транспортировать аппарат;
- высокое качество сварки благодаря большому количеству настроек;
- устойчивость электрической дуги;
- можно использовать в качестве сварочника для медных проводов;
- с данным оборудованием могут работать новички;
- с аппаратом можно использовать все типы электродов;
- ПН у инверторов достигает 80%.
Недостатки инверторов, тем не менее, довольно ощутимы.
- Высокая цена на агрегат.
- Дорогой ремонт. Ремонт вышедшего из строя блока IGBT обойдется в половину стоимости нового инвертора.
- Чувствительность к запыленности помещения. Пыль, оседая на радиаторы транзисторов, значительно уменьшает теплоотдачу, вследствие чего они перегреваются.
- При низких температурах на электронных платах образуется конденсат, из-за которого они могут перегореть.
Сварочные полуавтоматы
Полуавтоматы являются агрегатами, которые используются в большей степени профессионалами для сварки любых металлов, в том числе и разнородных. По данным статистики, практически 70% всех сварочных работ в России проводится с помощью полуавтоматов.
Отличительные особенности
Данный тип сварочного оборудования состоит из:
- сварочного агрегата трансформаторного или инверторного типа;
- устройства, подающего электродную проволоку;
- горелки со шлангом;
- баллона с защитным газом.

Процесс сварки происходит с помощью специальной проволоки, служащей электродом. Место сварочной ванны обдувается защитным газом (обычно это углекислотный газ), чтобы исключить попадание на нее кислорода из атмосферного воздуха. Скорость подачи проволоки и скорость потока газа в полуавтомате можно регулировать, добиваясь оптимального качества шва.
На полуавтоматах можно работать как с газом, так и без газа, используя проволоку с порошковым покрытием. Защитное покрытие при высокой температуре, испаряясь ,создает защитную газовую оболочку для сварочной ванны.
Сфера применения
Полуавтоматическая сварка, являясь современным оборудованием, идеально подходит для применения ее на крупном и среднем производстве, в автосервисе и в домашних мастерских. Используя полуавтомат, можно варить практически любые металлы, любой толщины, добиваясь высокого качества сварки, после которой практически не требуется обработка швов по удалению шлака.
Главная отличительная особенность полуавтоматов – это сварка тонких листовых металлов (от 0,5 мм). Больше всего данные свойства аппарата полезны при кузовном ремонте автомобилей, где порой нужно сделать аккуратный шов без сквозного прожига металла, поскольку другие аппараты на это не способны.
Плюсы и минусы
Плюсы полуавтоматов в следующем:
- высокое качество получаемого шва;
- минимальное разбрызгивание металла в процессе работы аппарата;
- высокая производительность;
- благодаря работе агрегата с проволокой есть возможность делать длинные швы без остановки на замену оснастки;
- соединение тонких листов металла;
- соединение цветных металлов и нержавейки;
- швы не покрываются шлаком, поэтому не тратится время на их обработку.
Минусы полуавтоматов:
- требуется наличие газового оборудования, а поскольку газовый баллон имеет большую массу, он затрудняет перемещение всего оборудования;
- при работе на отрытом воздухе требуется защищать горелку от ветра, который сдувает защитный газ;
- высокая цена на оборудование.
Аргонодуговая сварка
Название данного метода, как не сложно догадаться, происходит от газа, который используется в качестве защитного. Аргонодуговой сваркой можно создавать конструкции, соединяя между собой металлы, которые другими способами соединить не удается.

Отличительные особенности
Аргон тяжелее кислорода, поэтому он легко проникает в сварочную ванну и защищает ее от окисления кислородом. Сварка данным методом проводится как с использованием обычных, плавящихся электродов, так и вольфрамовых, которые не плавятся в процессе работы (метод TIG).
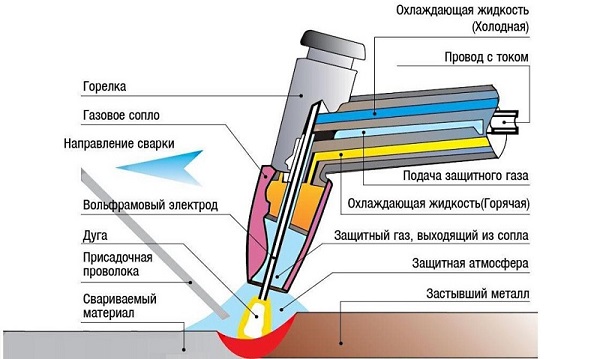
Сварка происходит следующим образом.
- Аргон подается в горелку и выходит через ее сопло.
- Между металлом, предназначенным для соединения, и электродом загорается электрическая дуга. Поскольку дуга имеет высокую температуру, начинают плавиться кромки соединяемых деталей.
- В место, где работает дуга, подается присадка, в качестве которой может выступать проволока. Подача оснастки может быть либо автоматической, либо ручной.
- Проволока, плавясь, заполняет промежуток между соединяемыми элементами, образуя шов.
- В процессе работы агрегата происходит охлаждение горелки водой через систему трубок, подведенных к ней.
Стоит заметить, что розжиг дуги в среде аргона произвести практически невозможно из-за высокого показателя ионизации данного газа. Чтобы это сделать, требуется более высокое напряжение. Поэтому для розжига дуги используют прибор, называемый осциллятором, который подает высоковольтное и высокочастотное напряжение на электрод. Благодаря этому обеспечивается ионизация газа в промежутке между электродом и свариваемым металлом, где и происходит возникновение электрической дуги.
Сфера применения
Аргонный метод сварки широко используется для соединения всех видов металлов. Но в большинстве случаев его применяют для сварки алюминия и нержавейки на станциях техобслуживания. Если требуется заварить радиатор или трубку в кондиционере, трещину в корпусе коробки передач, то лучшего способа, чем аргонодуговая сварка, не найти.
Кроме этого, аргоновый аппарат используют для сварки дюралюминия, чугуна, титана, меди, силумина и других металлов, в том числе цветных и сплавов на их основе. Еще сварочный аргонный аппарат применяют для соединения деталей сложной формы, например, при создании кованых изделий для интерьеров: ограждения каминов, предметы мебели, люстры, ворота и т.д.
Плюсы и минусы
К достоинствам аргонного агрегата можно отнести следующее:
- надежное и герметичное соединение;
- благодаря малому нагреву соединяемых частей не происходит тепловая деформация изделия;
- можно соединять разнородные металлы;
- работы по сварке материалов выполняются с высокой скоростью.
Недостатки аргонодуговой сварки:
- сложное оборудование;
- для работы с оборудованием требуются квалифицированные, опытные специалисты.
Аппараты для точечной сварки
Точечный сварочный аппарат является разновидностью контактных аппаратов и достаточно востребован как метод соединения металлов. При этом методе металлы соединяются одной или несколькими точками, расположенными на определенном расстоянии. От структуры, а также от размера точки зависит прочность соединения. На характеристики точки влияют: свойства электродов, усилие и время сжатия, параметры тока, свойства металла соединяемых деталей.
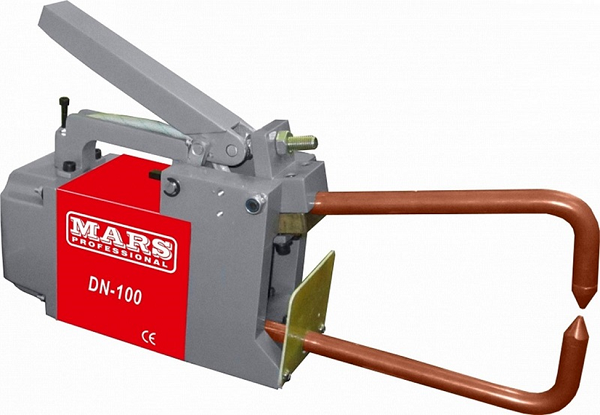
Отличительные особенности
Чаще всего для точечной сварки используются аппараты, имеющие в своем составе конденсаторы. Последние аккумулируют энергию, а в момент соединения электродов отдают ее. При этом образуется сварочный импульс с высокой силой тока, благодаря чему соединяемые детали свариваются в точке прикосновения электродов.
Электроды для данного аппарата могут быть различной формы, как показано на следующем фото.
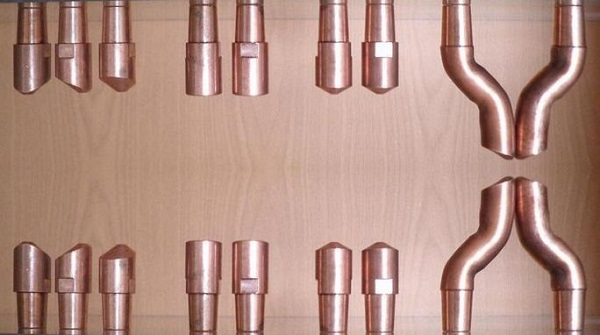
По причине очень короткого импульса (сотые или тысячные доли секунды) область воздействия высоких температур сводится к минимуму, что дает возможность соединять металлы толщиной от 0,1 мм.
Сфера применения
Для точечной сварки можно выделить следующие сферы применения.
- Производство штампованных конструкций с одновременным точечным соединением деталей, например, в автомобилестроении и самолетостроении, при создании комической техники, а также другой техники, в конструкцию которой входят детали профильных форм.
- Приборостроение. В данной сфере точечные методы соединения деталей используются при изготовлении узлов миниатюрных размеров и корпусов приборов из тонкостенных материалов.
- Автомастерские, занимающиеся кузовным ремонтом.
Плюсы и минусы
К плюсам точеной сварки металлов относится:
- высокая производительность (на производствах процесс является полностью автоматизированным);
- электроды сварки можно устанавливать на манипуляторах роботов, на автоматических линиях;
- не требуется применения присадочных материалов;
- высокое качество сварных соединений;
- возможность соединения очень тонких деталей;
- не требуется высокая квалификация оператора.
Недостатки метода:
- невозможно соединить разнородные металлы;
- негерметичность шва;
- сложность конструкции механизма сжатия, а также сварочной головки;
- высокая цена на стационарное оборудование.
Газовая сварка
Это безэлектродный метод соединения металлических изделий, который прост в применении, не требует источника электроэнергии и дорогостоящего оборудования.

Отличительные особенности
При газовой сварке соединение металлов происходит путем плавления кромок детали и присадочной проволоки, которые разогреваются направленной струей горящего газа, выходящего из горелки. Эффективное и стабильное горение газа в горелке обеспечивается созданием смеси ацетилена с кислородом. Кроме использования ацетилена, для повышения продуктивности нередко используют водород.
Водородный сварочный аппарат (электролизный) более безопасный в эксплуатации и отличается образованием швов высокого качества. Вместо баллона с газом используется специальный агрегат, называемый электролизером, в котором происходит разложение воды на кислород и водород. Данный процесс происходит благодаря воздействию на воду электрического тока. В дальнейшем, водород поступает через шланг на горелку, и процесс сварки происходит обычным методом, как при использовании баллонного газа.
Сфера применения
Газовое сварочное оборудование применяется для следующих целей:
- соединение металлов, таких как алюминий, силумин, свинец, медь, нержавеющая сталь, черные и другие типы металлов;
- заварка трещин и установка заплат на металлических изделиях;
- герметичная стыковка труб малых и средних диаметров, в том числе и тонкостенных;
- наплавка латунного покрытия на металлические детали;
- изготовление различный емкостей и сосудов.
На заметку! Кроме соединения металлов, газовые горелки используют для резки металлов различной толщины.
Плюсы и минусы
Плюсы газовой сварки:
- не требуется дорогое оборудование;
- доступность расходных материалов;
- не требуется источник энергии;
- возможна регулировка силы пламени и степени нагрева детали.
Недостатки метода:
- долгий разогрев металла в сравнении с дуговой сваркой;
- широкая зона теплового воздействия;
- стоимость ацетилена и кислорода превышает стоимость электричества, если провести для сравнения одинаковые сварочные работы, используя оба метода;
- низкая скорость проведения работ при соединении толстых деталей, поскольку происходит значительное рассеивание тепла по заготовке;
- метод плохо поддается автоматизации;
- применяемые газы (ацетилен и кислород) отличаются высокой взрывоопасностью;
- довольно громоздкое оборудование, для перемещения которого требуется наличие транспорта.
Индукционная сварка
Индукционный метод соединения изделий из металла еще называется высокочастотным. По принципу работы индукционное оборудование значительно отличается от традиционного и является достаточно актуальным, особенно на производстве. Процесс сварки происходит следующим образом. Сначала деталь нагревается индукционным током высокой частоты. После разогрева заготовки, она сдавливается с помощью роликов, в результате чего происходит сваривание кромок.

В основном индукционное сварочное оборудование применяется на производствах, занимающихся выпуском шовных сварных труб.
Плюсы индукционного метода соединения металлов:
- быстрое нагревание заготовки и такое же быстрое сваривание;
- соединение имеет высокое качество и прочность;
- шов получается гладким, без царапин.
Минусы метода:
- сложно сохранить зазор между заготовкой и индуктором;
- высокое потребление электроэнергии;
- после сварки сложно зачищать внутренний шов.
Плазменная сварка
Аппараты для плазменной пайки, резки и сварки металлов довольно широко распространены, благодаря их способности выполнять вышеперечисленные задачи в короткие сроки и с высокой эффективностью.

Отличительные особенности
Плазменная сварка похожа на аргонную, но весь процесс происходит с использованием потока плазмы. Основа плазмы – это ионизированный газ, который направляется в нужное русло.
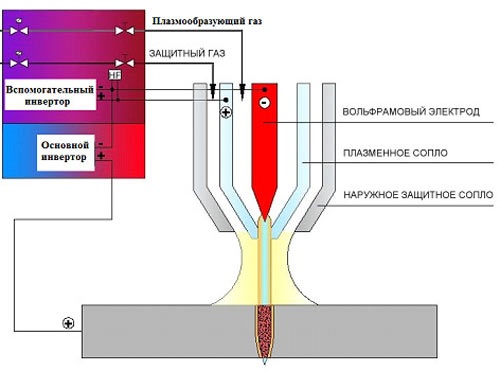
Чтобы превратить обычную дугу в плазменную, то есть повысить ее температуру и мощность, плазмообразующий газ вдувается принудительно, после чего происходит сжатие дуги. Чтобы сжать дугу, на аппаратах применяют устройство, называемое плазмотроном. Основная его задача – уменьшать поперечное сечение дуги, отчего повышается ее мощность и энергия. Стенки плазмотрона при работе агрегата подвергаются водяному охлаждению, поскольку температура образующейся в нем плазмы достигает 30 000 С°, в то время как обычная дуга имеет температуру всего 5 000 С°.
Также во время сжатия дуги в ее область нагнетается плазмообразующий газ, где он, нагреваясь, ионизируется и расширяется в 50-100 раз. Далее, этот газ выходит из сопла с высокой скоростью, в результате чего объединение тепловой и кинетической энергии образует мощный плазменный поток.
Сфера применения
Плазменную сварку широко используют в машиностроении, автомобилестроении, самолетостроении и ракетостроении, где требуется высокая точность и качество соединения деталей из различных металлов. Также данный вид агрегатов используют при строительстве газопроводов, тепловых сетей, нефтепроводов высокого давления, электростанций и других объектов.
Микроплазменную сварку применяют на производстве, где есть необходимость соединения тонкого листового металла, например, в приборостроении.
Плазменными агрегатами возможно соединять металлы толщиной от 0,025 мм. Шов при этом имеет минимальную ширину, а небольшая зона теплового влияния исключает деформацию изделия.
Кроме всего, плазма с успехом режет любые металлы. Поэтому данные аппараты широко используют для плазменной резки с высокой скоростью.
Плюсы и минусы
К достоинствам аппарата для плазменной сварки относятся:
- небольшой размер дуги, что позволяет проводить точные работы;
- высокая температура плазмы ускоряет рабочий процесс;
- можно работать с любыми металлами и неметаллическими материалами (резка бетона, стекла, керамической плитки т.д.), чего не позволяет делать ни один сварочный агрегат;
- для защиты глаз можно использовать только очки;
- стабильность дуги;
- можно варить очень толстые детали;
- простота использования;
- компактность и небольшой вес.
Недостатки агрегатов:
- наличие ультрафиолетового излучения;
- ионизация воздуха положительно заряженными ионами, чего не дает, например, лазерный способ сварки;
- в окружающий воздух попадают вредные пары металлов.
Кроме всего, аппараты для плазменной сварки имеют высокую стоимость (от 100 000 руб.), и не все предприятия среднего уровня могут позволить себе приобрести данное оборудование. Но плазменный резак имеет более приемлемую цену (от 20 000 руб.) и доступен для частных, небольших мастерских.
Свежие новости о гаджетах и технологиях в нашем Телеграм канале.




