Какой сварочный полуавтомат выбрать
Полуавтоматический сварочный аппарат является усовершенствованием стандартного сварочного оборудования. Благодаря особой конструкции агрегата значительно ускоряется рабочий процесс. Полуавтоматы широко используются не только на заводах, но и в небольших мастерских.
Содержание
Преимущества и недостатки полуавтоматов
Полуавтоматические аппараты для сварки пользуются популярностью не только у профессионалов, но и у домашних мастеров, так как имеют ряд преимуществ перед обычными сварочными аппаратами. К основным плюсам полуавтоматов можно отнести следующее:
- возможность варить алюминий, чугун, конструкционные стали и другие металлы;
- аппаратом можно варить как тонкую листовую сталь (не менее 0,5 мм), так и толстую;
- не требуется зачищать кромки до блеска;
- аппарат легко настраивается под разные режимы работы;
- высокая скорость работы;
- доступная цена;
- малая токсичность образуемого дыма, если сравнивать с работой обычными электродами;
- можно заполнять металлом широкие зазоры;
- при работе хорошо видно сварочную ванну, которая не заполняется шлаковыми массами;
- швы отличаются своей герметичностью, что важно для соединений под газы и жидкости;
- при работе методом MIG/MAG создается малое количество брызг;
- шов требует незначительной обработки;
- простота в изучении всех параметров и настроек для начинающих.

Также полуавтоматы имеют и некоторые недостатки.
- Плохая работа на открытом пространстве (на улице). Необходимо закрывать место работы от ветра, так как он сдувает защитный газ из-под горелки.
- При работе методами MIG/MAG требуется наличие баллона с газом, который имеет немалую массу и неудобен в транспортировке. К тому же, его нужно периодически отвозить на заправку.
- При работе без защитного газа повышается излучение от электрической дуги и увеличивается разбрызгивание раскаленного металла.
Что лучше — инвертор или полуавтомат
Если сравнивать два вида аппаратов, то становится очевидным, что инвертор работает с электродами, а полуавтомат — с электродной проволокой, как с порошковым покрытием, так и омедненной. В последнем случае требуется использовать защитный газ для обдува места горения электрода, благодаря чему создается более качественный и эстетичный шов, чем при сварке обычным электродом. Полуавтоматы больше подходят для работы с нержавеющей сталью, алюминием и другими “трудными” металлами.
К тому же, полуавтоматом можно сращивать тонкие металлические детали, например, при кузовном ремонте автомобилей, чего нельзя делать обычным инвертором. Особенно удобно работать полуавтоматом в труднодоступных местах, поскольку длина электродной проволоки не мешает при работе. При работе инвертором порой сложно добраться до какого-либо места соединения из-за длины электрода. В таких случаях его приходится укорачивать, на что уходит время. Необходимость постоянной замены электрода сильно снижает производительность труда.
Но инверторы имеют огромное преимущество перед полуавтоматами – это мобильность и компактные размеры. Аппарат без проблем перемещается с одного места работы на другое, к примеру, при установке длинного забора или монтаже рекламных щитов. Поэтому инвертор можно считать более универсальным прибором. Полуавтомат же скорее относится к стационарному оборудованию, которое используется в пределах участка цеха или мастерской, поскольку он имеет большую массу, чем инвертор, и его неудобно постоянно перемещать вместе с баллоном и шлангами.
Подводя итог, можно сказать, что полуавтомат больше подходит для профессионального использования, когда требуется регулярно проводить сварочные работы. Для выполнения различных соединений на бытовом уровне достаточно будет инвертора, особенно, если предполагается его использовать от случая к случаю.
Полуавтоматы инверторного типа
Не так давно в продаже появились агрегаты, представляющие собой комбинацию инвертора и полуавтомата. Инверторный полуавтоматический сварочный аппарат, как видно из названия, использует в качестве источника тока инверторный преобразователь.
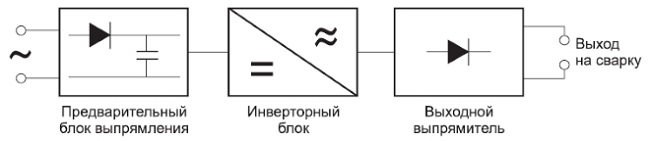
Для справки! Инвертор работает по следующему принципу. Поступающий из электросети переменный ток, проходя через диодный мост, выпрямляется. Далее, уже постоянный ток проходит через транзисторы, преобразующие его снова в переменный, но высокочастотный ток. Ток высокой частоты понижается с помощью трансформатора, при этом напряжение снижается, а сила тока возрастает. Этот ток поступает в выходной выпрямитель, где он снова преобразуется в постоянный.
Благодаря такой технологии значительно уменьшаются габариты агрегата, а высокочастотные характеристики тока положительным образом влияют на стабильность горения сварочной дуги. К тому же, главное отличие инверторов — это высокий КПД, поскольку энергия не тратится впустую на нагрев железа большого трансформатора.
Применяются инверторные полуавтоматы на крупных и мелких предприятиях, в строительных и автомобильных мастерских. С помощью данных аппаратов выполняют сварку любых металлов, как однородных, так и разнородных; соединение деталей большой толщины и сварку тонких листовых металлов; непрерывные швы большой длины и т.д.
Инверторный сварочный аппарат полуавтомат имеет свои преимущества перед обычным полуавтоматом:
- сварные швы имеют высочайшее качество;
- отличная эргономика;
- низкое потребление электроэнергии;
- малый вес;
- плавная регулировка сварочного тока;
- компактные размеры;
- имеется защита от залипания электрода;
- функция “горячий старт”;
- режимы Pulse/Superpulse (применяются для работы по тонким листовым сталям);
- форсаж дуги;
- высокий КПД;
- встроенная система охлаждения;
- имеется защита от перегрева;
- благодаря микропроцессорному управлению аппарат может проводить самодиагностику, запускать подходящие программы сварки, распознавать горелки и т.д.
Также на инверторных полуавтоматах могут иметься дополнительные режимы, например, смена полярности или сварка методом ММА, то есть штучными электродами, что значительно расширяет возможности агрегата.
Технические параметры для выбора полуавтомата
Прежде всего, выбирая полуавтоматы, нужно иметь представление, с какой интенсивностью они будут использоваться, поскольку агрегаты выпускаются в 3-х категориях
- Бытовые. Могут подключаться к бытовой электросети с напряжением 220 В и не рассчитаны на продолжительное использование. Через короткие промежутки времени (указано в инструкции) аппарату нужно давать время на остывание. Бытовые модели сварочников вырабатывают ток в пределах 200 А и могут работать как с применением защитных газов, так и без них, то есть порошковыми проволочными электродами;
- Полупрофессиональные. Могут вырабатывать сварочный ток до 300 А. На аппаратах используются электродная проволока в паре с защитными газами. Сварка может проводиться методом MIG/MAG, а также электродной проволокой с порошковым покрытием (метод ММА).
- Профессиональные. Агрегаты работают от сети 380 В и рассчитаны на продолжительный режим работы. Величина тока в них может достигать значения 400 А. Полуавтоматы могут производить сварку методами ММА, MIG и MAG, а также варить в импульсном режиме и работать с вольфрамовыми электродами, методом аргонодуговой сварки (TIG).
Напряжение сети
Поскольку полуавтоматы работают от электричества, то необходимо правильно подбирать аппарат под напряжение сети:
- для бытового использования требуется, чтобы аппарат подключался к сети 220 В, то есть к обычной розетке;
- на предприятиях и в небольших мастерских, где есть трехфазная сеть, лучше использовать профессиональное оборудование, способное работать от 380 В;
- существуют агрегаты, имеющие комбинированный тип подключения, которые могут работать как от трехфазной сети, так и от однофазной.
Также следует учитывать способность сети выдерживать нагрузку. Если при подключении к ней аппарата с нагрузкой 2-3 кВт напряжение падает ниже 200 В, то правильнее будет выбрать инверторный полуавтомат, который более стабильно работает в просаженных сетях (диапазоны напряжений, с которыми может работать оборудование, указываются в инструкции к нему).
Если при нагрузке напряжение в сети снижается до 150 В, то никакой полуавтомат при таких условиях работать не будет. В таких случаях для питания аппарата потребуется использовать бензиновый генератор или приобрести обычный инверторный агрегат (не полуавтомат). К тому же, на инверторе должна быть регулировка коэффициента мощности PFC, благодаря которой устройство может работать даже при напряжении до 100 В.
Сила тока
Этот параметр является основным для любого сварочного аппарата. Номинальный ток зависит от толщины металла, который требуется сваривать, и от диаметра электродной проволоки.
Выбирая полуавтомат по силе тока, нужно учитывать следующие условия.
- При толщине металла не более 5 мм достаточно сварочного тока в пределах 150-200 А. При этом диаметр электродной проволоки должен быть от 0,8 до 1,0 мм.
- Для металла толщиной больше 5 мм потребуется сварочный ток до 250 А, а в некоторых случаях и выше. При этом толщина проволоки уже должна быть 1,2-1,6 мм.
В таблице, приведенной ниже, указаны данные, которые можно применять для сварки низколегированных и углеродистых сталей в среде углекислого газа.

Выбирая аппарат, желательно, чтобы был небольшой запас силы тока, приблизительно в 50 А. Это даст возможность использовать оборудование без предельных значений тока и перегрева агрегата. Кроме всего, в просаженной сети или при использовании длинных кабелей сила тока имеет меньшее значение, чем расчетное. Нередко в рекламных целях производитель специально завышает цифры в паспортных данных на оборудование, которые в реальности не соответствуют заявленным.
Продолжительность нагрузки
Этот параметр необходимо учитывать для того, чтобы не допускать перегрева оборудования. Продолжительность рабочего цикла выражается в процентах и равняется 10 мин (10 мин = 100%). Этот показатель означает, на протяжении какого времени аппарат сможет работать на максимальных нагрузках до самоотключения. На следующем рисунке показано, где на аппарате указывается значение продолжительности нагрузки (ПН).
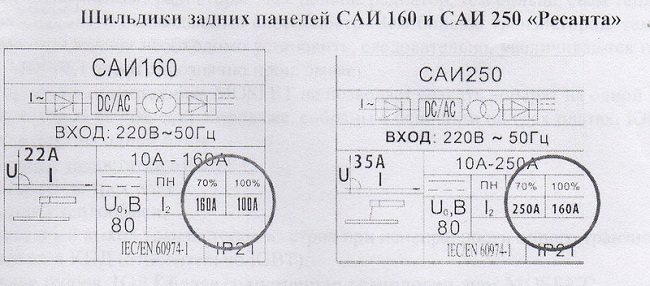
Также на рисунке видно, с какой силой тока аппарат может работать определенное время при максимальной нагрузке. К примеру, при значении ПН 50% аппарату после каждых 5 мин работы требуется давать 5 мин на отдых, то есть цикл работы можно обозначить как 50/50. Но если ПН = 60% и выше (что характерно для оборудования класса профи), при температуре окружающей среды 20 градусов оборудование отработает на максимуме 6 мин, после чего ему требуется отдых в течение 4 минут.
Как показывает практика, работать в режиме, когда ПН = 100%, нет необходимости. В среднем ПН у сварщика, работающего на полуавтомате, равняется 60% — это объясняется неизбежными технологическими остановками. Поэтому имея аппарат с ПН = 60%, можно и не делать специальных остановок в работе для его охлаждения.
Методы сварки и дополнительные функции
Все полуавтоматы имеют режимы сварки с использованием защитных газов MIG/MAG. Но инверторные полуавтоматы могут работать и в режиме ММА.
- MIG (Metal Inert Gas) – при этом методе используются инертные газы, например, аргон или смесь его с углекислым газом.
- MAG (Metal Active Gas) – метод сварки с использованием активных газов. Самым распространенным и экономным газом для этих целей является углекислый газ.
- ММА – метод обычной дуговой сварки с использованием электродов (электродной проволоки), имеющих защитное покрытие.
Кроме методов сварки, желательно, чтобы оборудование имело и дополнительные функции, облегчающие работу.
- Hot Start – функция горячего старта, помогает в розжиге дуги, например, при падении напряжения в сети или при сварке ржавого металла.
- Arc-Force – это функция стабилизации дуги. Если по каким-либо причинам дуга начинает гаснуть, то аппарат увеличивает силу тока, чем стабилизирует ее горение.
- Anti Stick – наличие данной функции исключает прилипание электрода к металлу во время работы.
Также немаловажно наличие режима TIG, позволяющего использовать вольфрамовые электроды в среде защитного газа аргона. Благодаря данному режиму появляется возможность сваривать практически любые металлы.
Обзор популярных моделей полуавтоматов
На рынке сварочного оборудования свою продукцию выставляют множество производителей, и новичку достаточно сложно из всего многообразия выбрать подходящий сварочный полуавтомат. Рынок захлестнули аппараты китайского производства, которые имеют невысокую стоимость, но не отличаются хорошим качеством, а тем более надежностью. С другой стороны, известные бренды от европейских и американских производителей стоят достаточно дорого, и для бытового использования купить их решается не каждый домашний мастер.
Европейские производители
Wester MIG 180. Данный инверторный полуавтомат разработан в Германии, но выпускается на китайских заводах. Но несмотря на это, полуавтомат имеет хорошее качество сборки и высокую надежность. Производитель дает на него 3 года гарантии, что тоже подтверждает хорошее качество продукции.

Аппарат является бытовым, потребляет 7,5 кВт электроэнергии и способен вырабатывать ток силой до 180 А. Минимальный диаметр проволоки, который можно на нем использовать, равняется 0,6 мм. Если посмотреть на отзывы в интернете, оставленные в отношении полуавтомата Wester MIG 180, то среди них практически нет отрицательных.
Telwin BIMAX 152 TURBO. Это полуавтомат от итальянского производителя, который является лидером в производстве сварочного оборудования.

Аппарат на выходе выдает постоянный ток в пределах от 30 до 145 А, потребляет 3,7 кВт, может работать в режимах сварки MIG/MAG. Устройство подачи проволоки встроено в агрегат.
FUBAG IRMIG 200. Это полуавтоматический инвертор от немецкого производителя, зарекомендовавший себя высокой надежностью. Данный аппарат приобретают для небольших производств, автомастерских и для строительства. При цене около 20 тыс. рублей полуавтомат интересен следующими особенностями:
- плавная регулировка тока;
- подающее устройство для инвертора встроено в корпус и работает в автоматическом режиме;
- аппарат может работать не только в режиме полуавтоматической сварки (MIG/MAG), но и в ручном методом ММА;
- благодаря принудительной системе охлаждения предотвращается перегрев основных модулей устройства, которое может работать при температурах от -10 до +40°С;
- полуавтомат имеет евроразъем для подключения к нему горелки.
Данная модель имеет массу 15,4 кг и компактные размеры, благодаря чему ее удобно брать на различные объекты, переносить в пределах двора и т.д.
Американские производители
LINCOLN Handy Mig – довольно качественный трансформаторный полуавтомат от американского производителя.

Аппарат можно применять для сварки большинства металлов. Но основное его предназначение – это сварка тонколистовых металлов методом MIG/MAG. LINCOLN Handy Mig имеет максимальную силу сварочного тока 80 А, 4 уровня регулировки напряжения и плавную регулировку подачи электродной проволоки.
Российские производители
Интерскол ИСП-200/7 от российского производителя является инверторным полуавтоматом.

Аппарат способен работать как методом MIG/MAG, так и с применением штучных электродов (ММА). Разработчики позаботились, чтобы полуавтомат мог работать при значительных перепадах напряжения в диапазоне от 160 до 240 В.
Кроме всего, модель привлекает отечественного покупателя следующими характеристиками:
- эффективная система вентиляции исключает перегрев;
- компактные размеры и малый вес (12,6 кг);
- широкий диапазон настройки сварочного тока, от 20 А (для тонкостенных металлов) до 200 А;
- невысокая стоимость, в пределах 18 тыс. руб.
Форсаж 200 ПА. Данный сварочный инвертор может работать как полуавтомат, выполняя традиционные типы сварки MIG/MAG, так и в качестве обычного сварочного аппарата, использующего штучные электроды (метод ММА). Также оборудование позволяет использовать еще и метод аргонодуговой сварки (TIG).

Полуавтомат может генерировать сварочный ток в пределах от 15 до 200 А для всех типов сварки. С устройством можно использовать проволоку толщиной до 1,6 мм и электроды диаметром до 5 мм.
Подводя итог, можно сделать вывод, что отечественное сварочное оборудование ничем не отличается от зарубежных аналогов, а по некоторым параметрам и превосходит их. К тому же, цены на российские полуавтоматы являются более доступными, что немаловажно для большинства потребителей.
Свежие новости о гаджетах и технологиях в нашем Телеграм канале.




